
昆明Q345C热镀锌工字钢 轧三 40B工字钢 耐磨耐腐蚀
昆明Q345C热镀锌钢 轧三 40B钢 耐磨耐腐蚀出现毛时为水平间隙过小,应在浮动范围内将水平间隙适当调大。蜗边现象主要是水平间隙及垂直间隙较大,造成边部压弯,应及时进行调整纠正。圆盘剪交接班的注意事项生产切边料时接班人员应向交班人员了解圆盘剪工作状态及 一卷质量情况,间隙调节情况,片状态,废边卷取机工作情况,接班后应复核以上情况,遗留问题及时进行。为什么要好设备的维护工作?我们应该好哪些工作?设备的好坏是生产正常顺利进行的基础,因此好设备的维护工作相当重要,对于我们操作工来说要的工作有:1)严格按操作规程对设备进行使用;按时对设备进行巡点检,发现异常问题及时通知相关人员进行;平时注意好设备的清洗、防腐工作。

今天,让我们来认识一下型钢大家族中一个非常大的部落-钢。前面的讲的H型钢其实也是钢的一种,这次让我们来认识一下市场中应用非常广泛的钢。


昆明Q345C热镀锌钢 轧三 40B钢 耐磨耐腐蚀不同之处从第四个步骤始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热。热后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。不锈钢管的使用温度:不锈钢管的使用测试范围很广,通常情况下在-196度到8度,不过还有更高的,有的能达到13度,你像31S标准的就能达到13度。
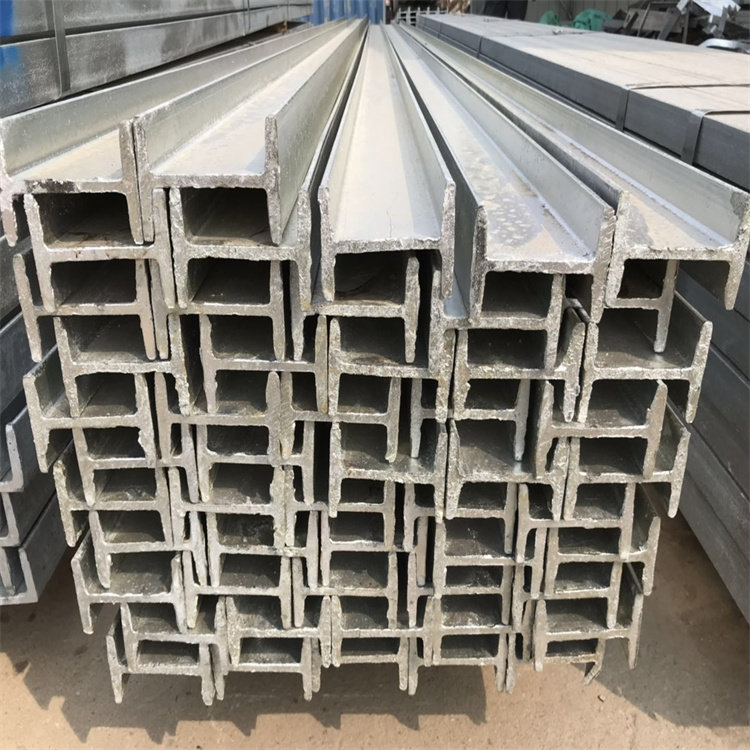
轧三特钢钢又称钢梁,是截面形似汉字“工”,腹板和翼板的连接处有弧度,(H型钢是平的)其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如工160*88*6,即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的钢。钢的规格也可以用型号表示,型号表示腰高的厘米数,如16#;腰高相同的钢有几种不同的腿宽和腰厚,需在型号右边加A、B、C予以区分,如25#A 、25#B 、25#C;市场常见的为A型和B型。钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。
轧三特钢市场上的钢产地日照、莱钢、宝得,公差在6%以内,材质Q235B;产地河北的公差为8%--12%,材质为Q235。钢从20#始分A、B型,B型比A型的无论在腿高、腰厚,都要多2mm。
市场主要用的钢,主要为国标(日钢/宝得)以及10点负差左右的河北产地,非标产品主要用于承重要求不高的小工程以及家用等。
昆明Q345C热镀锌钢 轧三 40B钢 耐磨耐腐蚀在传统卧式压铸机上应用挤压铸工艺,需要控制好其合模的尺寸精度。 简单的法,可通过所谓的"实时控制"控制好合模的准确位置。通过在压铸机上增加一个"位置电控"关,并对压铸机的逻辑电路作相应的调整。压铸件厚度精度,受制于这个"位置电控关"的可控精度。通过这样,整个挤压压铸工艺与现有的立式闭模(冲头式模具)反压充型挤压铸造工艺极为相似。用普通卧式压铸机进行挤压压铸生产,由于是闭模充型,它不但可生产比传统立式挤压铸造机模浇注方法生产复杂结构的零件,而且由于压射系统也比用四柱油压机改造而成的挤压铸造机更完善,它也比立式闭模反压挤压铸造方法可生产出更复杂的零件,其复杂系数与传统压铸工艺是一样的。挤压压铸的模具顶出装置与传统压铸模具的异同用传统卧式压铸机应用挤压压铸工艺,还有一个很不同的特征是其顶出装置。传统压铸机一般使毛坯留在动模,而挤压压铸工艺则是留在动模或静模两种情形都可存在,它对模具结构、模具承力和模具成本产生决定性影响。新设计生产的挤压压铸机必须充分考虑这个问题。值得注意的是,挤压压铸模承担高压挤压补缩,它比传统压铸模应具有更高的机械强度,应参考锻压模具的设计规范进行承压强度设计,其顶出杆所需强度也比传统压铸模具的大。
F.试压应在管沟还土前进行,达到试压要求后,土建方能继续施工.(试验压力应为管道系统工作压力的.5倍,但不得小于.Mp.管道水压试验应符合下列规定:.热熔连接管道,水压实验时间应在24日后进行。水压试验之前,管道应固定,接头需明露。管道注满水后,先排出管道内空气,进行水密性检查。加压宜用手动泵,升压时间不小于Min,测定仪器压力度应为.Mpa。至规定试验压力,稳压h,测试压力降不得超过.6Mpa。